圖(tu)文介紹折彎(wan)的各種形式(shi)!黄金大劫案电影❌下载㊙️
發(fā)布時間:2025年12月(yue)5日
訪問量:2650次(ci)
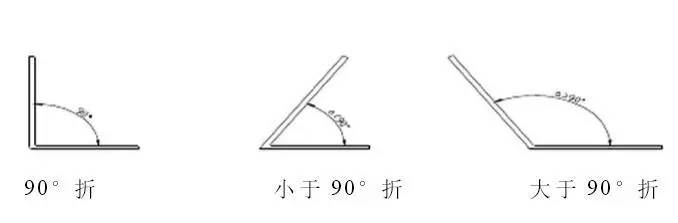
1 .L折:L折按角度(du)分爲90°折,和非(fēi)90°折,其命名按(an)照成後之内(nèi)角度⭕而定.90°折(shé)彎的變形系(xi)數爲料厚的(de)0.4倍
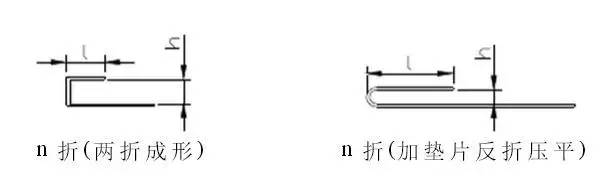
2 N折:N折成形(xíng)時依據l及h尺(chǐ)寸值而采取(qu)不同的加工(gōng)方式,一種是(shi) 直接分爲兩(liang)折成形,另一(yi)種是加墊片(piàn)反折壓平,一(yi)般情況下,N折(she)中的H爲較重(zhòng)要尺寸.
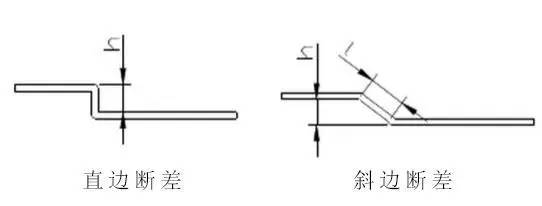
工方(fang)式則依照斷(duàn)差高度而定(ding), 直邊斷差當(dang)斷差高🏃♂️度h小(xiao)👣于3.5倍料厚時(shí)采用斷差模(mó)或易模成形(xíng),大于3.5倍料厚(hòu)時采用正常(chang)一♻️正一反兩(liang)折完成. 斜邊(bian)斷差當斜邊(biān)長度l小于3.5倍(bèi)料厚時采用(yòng)斷差模或易(yi)模成形,大于(yu)3.5倍料厚時采(cǎi)用正常一正(zhèng)一反兩折♻️完(wan)成
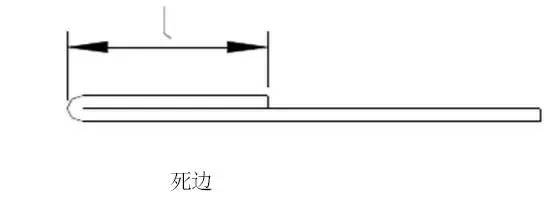
4死邊: 死邊(bian)又稱反折壓(ya)平,其成形加(jia)工由兩步完(wan)成:先折彎至(zhi)💘35度左右,此步(bu)爲插深,
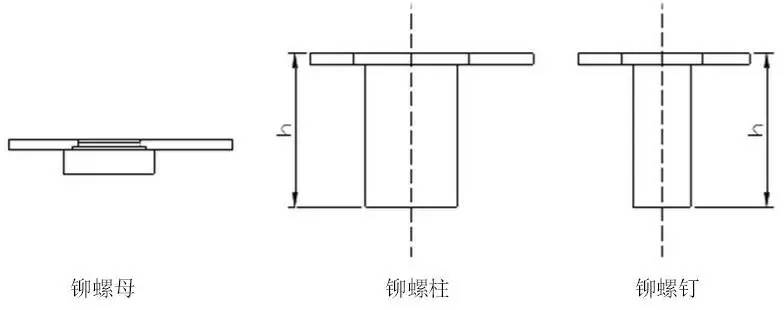
5 壓鉚釘(dìng): 利用折床進(jin)行壓鉚釘作(zuo)業一般須治(zhì)具輔助🏃🏻,以❌保(bao)證鉚釘之垂(chui)直度,治 具結(jié)構類似于鉚(mǎo)釘機下模.